登錄 | 注冊| 收藏青島豐東| 網(wǎng)站地圖
歡迎來到青島豐東熱處理有限公司熱處理行業(yè)國家標準制定者A股代碼:002530
加工熱線:400-657-7217
登錄 | 注冊| 收藏青島豐東| 網(wǎng)站地圖
歡迎來到青島豐東熱處理有限公司
加工熱線:400-657-7217

非工作時間請撥打
電話:15763978897
郵編&郵箱:266108 qdsales@fengdong.com
地址:青島市城陽區(qū)流亭街道趙紅路
雖然說它們都是五金加工工藝,但它們之間有很大的區(qū)別:五金沖壓是一種使用沖床和模具使不銹鋼、鐵、鋁、銅和其他板材和不同材料變形或斷裂以達到一定形狀和尺寸的工藝。壓鑄件是一種壓力鑄造零件,它使用配有鑄件模具的壓力鑄造機械壓鑄機,將銅、鋅、鋁或鋁合金和其他加熱成液體的金屬倒入壓鑄機的入料口。在通過壓鑄機壓鑄之后,鑄造出模具限制的形狀和尺寸受模具限制的銅、鋅、鋁零件或鋁合金零件。這種零件通常稱為壓鑄零件。沖壓加工是一種加工技術,通過傳統(tǒng)或特殊沖壓設備的力量,使沖壓零件的金屬板在模具中直接受力和變形,以獲得特定形狀。用于沖壓
真空熱處理是指將模具零件置于真空熱處理設備中,進行加熱、保溫和冷卻的工藝方法。其是當前先進的模具熱處理技術之一。隨著模具質量的要求越來越高,一般熱處理難以達到技術要求,模具經真空熱處理后,表面不氧化、不脫碳,淬火畸變小,表面硬度均勻,使用性能得到提高,模具使用壽命普遍增加,一般能提高30%以上,另外真空熱處理可將加工余量(磨削或拋光)縮小1/3~1/2,從而提高了生產效率、降低了模具制造成本。真空熱處理尤其適合于高精密、要求尺寸和性能穩(wěn)定的模具。模具真空熱處理技術有:真空淬火、真空回火、真空滲碳、真空滲氮、真空滲金
五金沖壓件加工中,把高于金屬再結晶溫度的加工叫熱加工。現(xiàn)在熱加工技術不僅用于金屬材料,也用于非金屬材料、復合材料等。熱加工時將材料在一定介質中加熱、保溫和冷卻,以改變其整體或表面組織,進行形狀和性質的改變,從而改善材料的使用性能和加工性能,使其更適于工程使用。五金沖壓件加工材料經熱加工才能成為零件或毛坯,它不僅使材料獲得一定的形狀、尺寸,且更重要的是賦子材料最終的成分、組織與性能。由于熱加工兼有成型和改性兩個功能,因而與冷加工及單純的材料制備相比,其過程質量控制具有更大的難度。由于對熱加工后的性能要求不同,熱加工的
H13鋼模塊普通真空退火工藝。模具退火采用真空爐,將模塊以60℃/h的速度緩慢加熱到870℃,視模塊有效尺寸決定保持時間(2~4h),也可以待到溫后保持0.8min/mm。保溫階段壓力控制在0.1~10Pa。冷卻時可在真空狀態(tài)下進行爐冷,當溫度低于500℃時,可充入1×105Pa的高純度N2或高純度N2與其他還原性氣體(如H2)的混合氣進行冷卻,以確保模塊表面無氧化、不著色。經退火后的模塊硬度<235HBW,組織為珠光體+均勻分布的粒狀碳化物。(2)H13模具鋼等溫退火工藝真空爐壓力0.1~10Pa,以
鍛件的熱處理變形,主要是由于熱處理應力造成的。鍛件的結構形狀、熱處理前的加工狀態(tài)、鍛件的自重以及鍛件在爐中的擺放位置不當?shù)纫蛩匾捕寄芤鹱冃巍7彩巧婕暗郊訜岷屠鋮s的熱處理過程,都可能造成鍛件的變形。其中,淬火變形對熱處理質量的影響最大。因為淬火過程組織比體積變化大、加熱溫度高、冷卻激烈等導致變形的因素多。此外,淬火工藝通常是鍛件生產的后期,嚴重的淬火變形往往很難通過最后的精加工加以修正,結果使鍛件因形狀尺寸超差而報廢,從而造成很大的浪費。如何減小或控制熱處理變形是熱處理工作者一項重要任務。鍛件的熱處理變形有兩類:一
沖壓件通過沖床和模具對板、帶材、管材、型材施加外力,五金外殼產生塑性變形或分離,獲得所需形狀和尺寸的工件的成型加工方法,獲得的工件為沖壓件。沖壓件是通過壓力機和模具對板材、帶材、管材、型材施加外力,產生塑性變形或分離,從而獲得所需形狀和尺寸的工件(沖壓件)的成型加工方法。沖壓和鍛造屬于塑料加工(或壓力加工),稱為鍛壓。沖壓坯料主要為熱軋和冷軋的鋼板和鋼帶。五金外殼沖壓件的熱處理工藝及作用一、沖壓件的熱處理1、熱處理工藝:將金屬工件放入一定的介質中,加熱到適當?shù)臏囟龋⒃跍囟认卤3忠欢ǖ臅r間,以不同的速度冷卻的一種工
沖壓是利用傳統(tǒng)的專用沖壓設備的動力,使金屬板材直接受到變形力并在模具中變形,以獲得具有一定形狀、尺寸和性能的產品零件的生產技術。沖壓工藝和模具、沖壓設備和沖壓材料構成沖壓的三個要素,它們可以組合得到沖壓零件。在日常生活中,少不了都會用到五金沖壓件,五金沖壓是目前最常用的沖壓技術,下面簡單介紹下五金沖壓的優(yōu)勢有哪些。五金沖壓工藝的優(yōu)勢在哪里體現(xiàn)?1、五金沖壓由沖壓模具和沖壓設備完成。普通沖壓機的行程時間可達到每分鐘數(shù)十次,沖壓機可達到每小時數(shù)百次。使用專用沖壓油時,可達到1000次以上,每次沖壓行程可得到一個工件。金
為了保證鍛件具有鍛件圖所規(guī)定的尺寸精度和力學性能要求,必須對鍛件的質量進行控制,即必須對從原材料到鍛后熱處理的整個生產過程進行控制,以保證生產質量的穩(wěn)定和產品的一致。鍛件質量控制包括:入廠檢驗(原材料)、中間檢查(半成品)、最終檢驗(成品鍛件)和工模具、設備和儀表調整、檢驗和測量工具等生產手段的控制。鍛前加熱工序及鍛后熱處理工序是特殊工序,其質量特性無法精確測量或無法經濟的測量,主要靠嚴格的過程參數(shù)控制來確保質量。原材料的質量控制:核對材料出廠質保書與材料標準;核對材料的標識是否正確,以免混料;核對材料規(guī)格;檢查材
影響沖壓模具熱處理變形與開裂的原因是多方面的,主要與原始組織、鋼材的化學成分、零件的結構形狀及截面尺寸、熱處理工藝等因素有關。開裂往往是可以預防的,但是熱處理變形總是難以避免的。在實踐中,截面尺寸的差異、沖壓模具零件的結構形狀、熱處理(加熱—保溫—冷卻)過程中因加熱與冷卻的速率不同,在熱應力、組織應力及相變體積變化的綜合作用下,引起零件體積膨脹或收縮,從而使尺寸與形狀發(fā)生偏差、變形,甚至造成開裂。一、預備熱處理對于共析鋼的沖壓模具鍛件,應先進行正火處理,然后進行球化退火,以消除鍛件內網(wǎng)狀二次
在生產加工中,萬一有時會遇到不可預期的問題,就要有相對應的解決措施,有時鍛件在熱處理的過程中也偶爾會遇到變形,那么在遇到變形時一般會有哪些規(guī)律呢?讓我們一起來看看吧。1.熱應力引起的形狀畸變。熱應力所引起的變形主要發(fā)生在熱應力產生的初期,這時的鍛件內部處在塑性較好的高溫狀態(tài)。所以,當初期的熱應力(表層為拉應力、心部為壓應力)超過鋼在該溫度下的屈服強度時即發(fā)生塑性變形。鍛件在心部受多向壓應力作用下失去原形,使形狀趨于球狀。例如,圓柱形件鍛件趨向“腰鼓”形狀,即直徑脹大而長度縮小;直徑大于厚度的
熱作模具是我國模具工業(yè)需求面廣,性能要求特別苛刻的一類模具。因為它工作時常接觸熾熱的金屬或液態(tài)金屬,除承受高的單位壓力和沖擊載荷外,還承受急劇的周期性溫度變化。因此,要求模具鋼具有高抗熱塑性變形能力、高韌性、高抗熱疲勞、良好的抗熱燒蝕性。熱作模具鋼碳的質量分數(shù)一般為0.3%-0.6%,還加人Cr、Mo、W、Si、Mn、V等合金元素,以提高鋼的各種性能。根據(jù)工作條件,熱作模具鋼可分為三大類:熱錘鍛模具鋼,熱擠壓、熱鐓鍛及精鍛模具鋼,壓鑄模用鋼。熱作模具鋼通常以退火狀態(tài)供給,但由于需經鍛造加工,為消除加工應力、 細化晶
隨著精密五金制品行業(yè)的發(fā)展,五金沖壓件的生產設備和工藝技術的不斷完善。五金沖壓件越來越精密,產品種類越來越多,市場規(guī)模不斷擴大。根據(jù)行業(yè)、用途和工藝特點,精密五金沖壓件可分為各種類型。1、汽車零部件:主要包括汽車結構件、汽車功能件、汽車車床件、汽車繼電器等。2、電子部件:主要包括連接裝置、連接器、電刷部件、電器端子、彈性部件等。3、家電配件:主要包括大型家電配件,如彩管電子槍配件、小型家電配件、各種結構件和功能件。4、IC集成電路引線框:主要包括分立器件引線框和集成電路引線框架等。5、電機鐵芯:主要包括單相串聯(lián)電機
熱處理應力主要可以分為熱應力和組織應力兩種,工件的熱處理畸變是熱應力和組織應力綜合作用的結果。熱處理應力在工件內存在的狀態(tài)及其引起的作用是有所不同的。因加熱或冷卻不均勻而造成的內應力稱為熱應力;因組織轉變的不等時性所造成的內應力稱為組織應力。另外,因工件內部組織轉變的不均勻而引起的內應力稱為附加應力。熱處理后工件的最終應力狀態(tài)及應力大小取決于熱應力、組織應力及附加應力之和,稱之為殘留應力。工件在熱處理時形成的畸變與裂紋,就是這些內應力綜合作用的結果。同時,在熱處理應力的作用下,有時會使工件的某一部分處于拉應力狀態(tài),
精密加工行業(yè)一直是勞動密集型、資金密集型、技術密集型行業(yè),行業(yè)門檻較高。即使一般企業(yè)成立,但沒有達到一定規(guī)模,也很難盈利。精密加工的要求極其嚴格。精密零件加工工藝要求極其嚴格。在加工過程中稍有不慎,就會導致工件誤差超出公差范圍,要求重新加工,或宣布毛坯報廢,大大增加生產成本。精密零件加工應遵循哪些要求?加工精密零件時應遵循哪些要求呢?1、尺寸要求,必須嚴格按照圖紙的形狀和位置公差要求進行加工。雖然企業(yè)加工生產的零件在實際中不會與圖紙尺寸完全一致,但實際尺寸在理論尺寸的公差范圍內,都是合格產品,是可以使用零件。2、根
淬火的定義與目的將鋼加熱到臨界點Ac3(亞共析鋼)或Ac1(過共析鋼)以上某一溫度,保溫一段時間,使之全部或部分奧氏體化,然后以大于臨界淬火速度的速度冷卻,使過冷奧氏體轉變?yōu)轳R氏體或下貝氏體組織的熱處理工藝稱為淬火。淬火的目的是使過冷奧氏體進行馬氏體或貝氏體轉變,得到馬氏體或下貝氏體組織,然后配合以不同溫度的回火,以大幅提高鋼的強度、硬度、耐磨性、疲勞強度以及韌性等,從而滿足各種機械零件和工具的不同使用要求。也可以通過淬火滿足某些特種鋼材的鐵磁性、耐蝕性等特殊的物理、化學性能。鋼件在有物態(tài)變化的淬火介質中冷卻時,其
汽車五金沖壓件加工是由不銹鋼、鐵、鋁、銅等異物在室溫下通過沖壓和模具變形或斷裂,然后形成所需的規(guī)則形狀的產品。金屬沖壓件的加工工藝包括沖裁、彎曲、拉深、成型、精加工等工藝。一、汽車五金沖壓件加工的優(yōu)點1、模具確保了金屬沖壓件的尺度和形狀精度,一般不會損壞沖壓件的表面質量,模具壽數(shù)一般較長,所以金屬沖壓件的質量穩(wěn)定。2、五金沖壓能夠加工尺度范圍大、形狀復雜的零件,如掛鐘的秒表、汽車的縱梁、蓋等。再加上五金沖壓時材料的冷變形和硬化作用,五金沖壓的強度和剛度都很高。3、金屬沖壓出產功率高,操作便利,易于實現(xiàn)機械化和自動化
正火有以下目的和用途。 ① 對亞共析鋼,正火用以消除鑄、鍛、焊件的過熱粗晶組織和魏氏組織,軋材中的帶狀組織;細化晶粒;并可作為淬火前的預先熱處理。② 對過共析鋼,正火可以消除網(wǎng)狀二次滲碳體,并使珠光體細化,不但改善機械性能,而且有利于以后的球化退火。③ 對低碳深沖薄鋼板,正火可以消除晶界的游離滲碳體,以改善其深沖性能。④ 對低碳鋼和低碳低合金鋼,采用正火,可得到較多的細片狀珠光體組織,使硬度增高到HB140-190,避免切削時的“粘刀&rdq
鏈條需要進行淬火、回火、正火等熱處理工藝。一、淬火和回火鏈條是一種經常受到磨損和拉力的機械零部件,需要具有高硬度和高韌性。淬火是一種重要的熱處理工藝,可使鏈條表面硬度顯著提高,其耐磨性和抗拉強度也得到了增強。淬火的具體操作流程為:將鏈條加熱至淬火溫度,然后快速冷卻(通常是通過水或油進行冷卻)。由于淬火過程中鏈條的表面和內部溫度存在差異,因此淬火后鏈條表面會形成高硬度的組織結構,而內部仍保持一定的韌性。由于淬火會使鏈條出現(xiàn)脆性斷裂的風險,因此需要進行回火處理。回火的作用是通過加熱鏈條,使其內部的應力得以釋放,同時對常
相信現(xiàn)在有非常多的朋友對于沖壓模具材料的基本分類多多少少都有點了解,但是還有很多朋友是不清楚的,那么今天會給大家詳細介紹一下沖壓模具材料的基本分類有哪些?一、沖壓模具材料的基本分類1、 高碳中鉻工具鋼高碳中鉻工具鋼用于模具Cr4W2MoV、Cr6WV 、Cr5MoV等,鉻含量低,共晶碳化物少,碳化物分布均勻,熱處理變形小,淬透性好,尺寸穩(wěn)定性好。與碳化物偏析相對嚴重的高碳高鉻鋼相比,性能有所提高。2、碳素工具鋼碳素工具鋼廣泛應用于模具中T8A、T10A優(yōu)點是加工性能好,價格便宜。但淬透性和紅硬性差,熱處理變形大,承
如今,沖壓已成為生產過程中不可或缺的一部分。有些人可能對此不熟悉。什么是沖壓件?沖壓件是零件(沖壓件)的一種成形方法。外力通過壓力機和模具施加到板、帶、管和型材上,使其塑性變形或分離,以獲得所需的形狀和尺寸。沖壓和鍛造屬于塑性加工(或壓力加工),統(tǒng)稱為鍛造。沖壓件的主要特點是什么意思?一、沖壓件的主要特點是什么1、與鑄造和鍛造相比,沖壓件薄、均勻、輕、強。沖壓可生產具有加強筋、筋、波紋或翻邊的工件,這些工件難以通過其他方法制造以提高其剛性。2、由于使用模具,工件精度可達到微米級,重復性高,規(guī)格一致,沖孔和凸臺。通常

可加工零件尺寸:Φ1200×1500mm/Φ1500×2000mm
最大裝爐量:1000kg/2000kg
溫度均勻性:±5℃
鑒定") | 豐東熱技術公司與青島科技大學合作研制的“新型保溫式離子滲氮設備”2012年8月通過中國熱處理行業(yè)協(xié)會組織的技術鑒定。 |  |
趙程 教授,博士生導師,青島科技大學機電工程學院表面技術研究所所長,全國熱處理學會理事。長期從事金屬材料表面工程技術的研究,承擔過國家重點科技攻關項目、國家重大科技成果推廣項目、國家自然科學基金重大項目和一些部、省、市級科研項目。 |

|
|
| |||
| 直徑800×800離子氮化爐 | 直徑1200×1500離子氮化爐 | 直徑1500×2100離子氮化爐 | |||
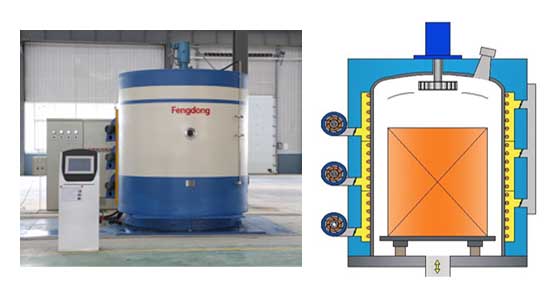
保溫式爐體結構
與水冷式爐體相比,外輔助加熱式離子氮化爐保溫式爐體有以下的優(yōu)點:
1、新一代外輔助加熱式離子氮化爐爐體結構簡單合理,節(jié)電23.5%。
2、升溫速度快,速度提升30%。
 服務熱線:400-657-7217
服務熱線:400-657-7217 
![]()

采用全逆變大功率脈沖電源,頻率為20KHZ,最大功率可達300KW。
服務熱線:400-657-7217
![]()
示意圖")
新一代外輔助加熱式離子氮化爐爐內使用多支熱電偶進行實時監(jiān)控,實現(xiàn)爐內空間溫度和工件溫度互補、互制的控制模式,進一步提高外輔助加熱式離子氮化爐爐內空間的溫度均勻性。
服務熱線:400-657-7217
![]()
 熱電偶直測技術
熱電偶直測技術 熱電偶與工件直接接觸,保證熱電偶測溫準確性,使產品溫度與熱電偶溫度示數(shù)一致。
服務熱線:400-657-7217
![]()
")
設備配備二級真空系統(tǒng),通過工控機、PLC,自動整定PID參數(shù),使外輔助加熱式離子氮化爐內壓力實現(xiàn)閉環(huán)自動化控制,壓力穩(wěn)定無突變。
服務熱線:400-657-7217
![]()
")
在降溫階段快速充入氮氣,同時開啟爐內攪拌風扇和爐外冷卻風扇進行快速降溫冷卻,保證工件不被氧化的同時加快冷卻速度,冷卻效率提高50%以上。
服務熱線:400-657-7217
![]()
")
在設備運行過程中所有的運行狀態(tài)及工藝參數(shù)均由工控機實現(xiàn)自動控制并實時反饋,操作界面簡單,清晰。整個過程實現(xiàn)"一鍵式"操作,通過完善的報警系統(tǒng),實時監(jiān)控設備的異常狀態(tài);龐大的數(shù)據(jù)庫可儲存各項工藝參數(shù)及歷史數(shù)據(jù),可同時實現(xiàn)手動及全自動操作。
服務熱線:400-657-7217
![]()
")
自動升降移動系統(tǒng)
設備配備自動升降(含移動)系統(tǒng),可實現(xiàn)外輔助加熱式離子滲氮爐爐體平穩(wěn)開啟與關閉,保證操作人員安全。升降系統(tǒng)手動、自動控制任意切換,保證生產平安穩(wěn)定運行。
服務熱線:400-657-7217












 掃一掃 關注訂閱號
掃一掃 關注訂閱號 掃一掃 關注服務號
掃一掃 關注服務號